























































































































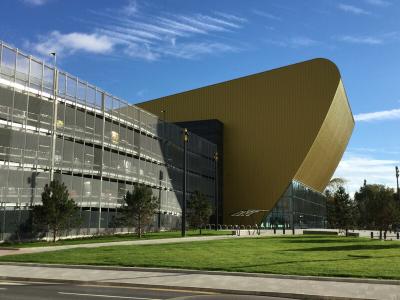


































































































Tovi Eco Park
Industrial case study, Colorcoat HPS200 Ultra®, Trisobuild® R60




End Client: Essex Waste Partnership
Principal Contractor: Urbaser Balfour Beatty
Structural engineer: Atkins
Roofing contractor: Hathaway Roofing Ltd
Building Systems UK Products: Trisobuild® R60 pre-finished steel roof profile using doublesided Colorcoat HPS200 Ultra® pre-finished steel. Double-sided Colorcoat HPS200 Ultra® also used for the wall cladding.
Year: 2014
Photographs: Images courtesy of UBB (Essex) Construction JV.
The challenge
Following a lengthy and detailed procurement process, Essex County Council and Southendon- Sea Council awarded Urbaser Balfour Beatty the contract to build and operate a mechanical biological treatment (MBT) facility with a visitor centre and education zone. Urbaser Balfour Beatty obtained planning permission to develop this facility which will reduce the environmental impact of waste being disposed of in landfill.
The facility will treat all of the residual household waste generated in Essex and Southend. This will make the county selfsufficient in terms of waste treatment capacity, keep ‘waste miles’ down and support recycling through recovery of recyclable materials.
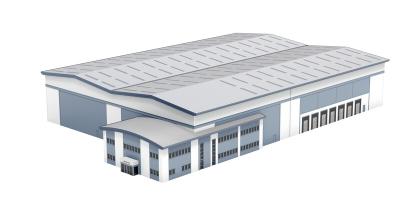
The facility, known as Tovi Eco Park Residual Waste Treatment Facility, was built in 2013 - 2014 on an open site within 10km of the coast. Three, adjacent bio-stabilisation halls form the largest part of the treatment facility. Each one is 194m long by 42m wide. Two of the halls share a common line of internal columns that form one large double span portal frame.
The size of the halls dictated a roofing solution with substantial spanning capacity. In addition, the shape and height (13.30m at ridge) of the hall roofs, combined with the openness of the site, meant the roofs needed to withstand high imposed loading (snow drift loads up to 4kN/m2 and wind suction up to - 1.98kN/m2). The live load was 1.5kN/m2. Close overlapping of the roof deck was required for weather sealing whilst also accommodating roof lights.
The internal environment of the biostabilisation halls posed a further significant challenge. The halls were built for the composting of residual waste. This is a process that results in permanent humidity, high acidity and high temperatures. Within the halls there is a CX corrosivity classification – a category beyond the highest corrosivity category C5 as defined by ISO 12944-2. This extreme environment demanded exceptional performance from the pre-finished steel used for the roof and walls.
The solution
Building Systems UK (A Tata Steel Enterprise) engineers worked closely with roofing contractor, Hathaway Roofing Ltd, to develop a unique roofing solution. To meet the structural design criteria of the contract, a very strong roof profile was required. To ensure fully effective sealing, this had to be a plain sheet without stiffening ribs. The requirement was met by a specially modified Trisobuild® R60 roof profile in a higher strength steel. The modified Trisobuild® R60 solution spans 2.65m and was installed using intermediate purlins proposed by Hathaway. Building Systems UK altered its production tooling to manufacture 26,000m2 of the modified R60 roof profile in double-sided Colorcoat HPS200 Ultra®.
Colorcoat HPS200 Ultra® was chosen to optimise protection against the corrosive internal environment and external weather side of the bio-stabilisation halls. Super durable Colorcoat HPS200 Ultra® provides exceptional corrosion resistance which has been proven in natural and accelerated testing. Colorcoat HPS200 Ultra® exceeds the requirements of CP15 (as per EN 10169.2010), demonstrating excellent barrier properties when used internally.